At Concentrol we are clear that research and development are the basis for devising and creating new solutions. This occurs by taking into account the needs of society and the environment. Thus, we work to carry out our activity with the utmost respect for nature and looking for sustainable alternatives.
Mold release agents play a key role in the production of molded polyurethane. They have a decisive influence on the appearance of the molded parts, as well as on the production process, taking into account profitability in repairs or defects in the manufacturing process.
However, more and more importance is given to the environmental factor and the health of workers. For this reason, hybrid mold release agents must be taken into account: they represent a clear advantage with respect to volatile emissions into the atmosphere and risks for workers who apply the product on a daily basis.
This article describes one more step towards what is known as hybrid release agents. These are products that incorporate water and half the solvent as a means of carrying the active ingredients, with a reduction of the solvent to a total of 30% in the formula, with the water content being the predominant one, with the advantages that this entails.
Hybrid release agents represent improvements in the following terms:
- Lower amount of VOCs emitted into the atmosphere.
- Lower flammability, with all that this entails regarding regulation (ATEX), the danger according to the flash point and aspects related to transport of goods and storage.
- Less harmful or lower toxicity of the health indicators of the solvents involved in the formulation of release agents.
- Lower end impact on the environment.
30% Hybrid mold release agents
Physico-chemical characterization
30% hybrid release agents, unlike water-based release agents, are not a simple emulsion, understood in thermodynamic terms as an unstable system that has required an external action (agitation) combined with an internal stabilizing action of a surfactant system to lower interfacial tension.
Rather, they are a combination of two systems (the solvent with the active ingredients and water) bound together by compatible emulsifying agents. This results in a unique and stable product, not miscible either in water or in solvent, with a viscosity always lower than 40” measured in Ford Cup No. 4.
Thus, its correct application is guaranteed by means of aerographic or air-mix equipment commonly used in polyurethane production lines.
Structure:
A) Carrier: Water + 30% solvents.
B) Active ingredients: hydrocarbon waxes together with a series of additives. Content 4 to 8%.
- The waxes must have suitable melting / solidification temperatures for the release process in which the mold release agent takes part.
- The additives used must have good solubility and / or dispersibility in solvent media. Otherwise, they must be incorporated into the formulation previously emulsified with an emulsifier system similar and ionically compatible with that of the release agent. Also, it is convenient to prioritize the use of those with greater stability to hydrolysis, as they are mainly incorporated in an aqueous medium.
C) Emulsifiers: They can be of several types: cationic, anionic and non-ionic. The choice will depend on the ionic character to be given to the final product, as well as the compatibility among the ingredients within the system.
As mentioned above, once the final emulsion has been formed, it can no longer be diluted with either water or solvent, since a stable closed system is formed.
The advantages provided by the solvents used in this type of formulations are that they contain less than 20 ppm of aromatic compounds, absence of benzene, practically absence of odour, low surface tension and low electrical conductivity.
The manufacturing process of these 30% hybrid mold release agents must be carried out with equipment and facilities that allow obtaining an emulsion with a suitable particle size, also using specific dispersion and refining systems.
Applicability to production lines
In a production line of molded polyurethane, in which a solvent-based release agent is being used, the adaptation to start working with a 30% hybrid release agent is minimal. Basically, just the drying time has to be taken into account, as it will be somewhat longer than usual, which can be compensated with an increase in the spray air of the application equipment.
It is recommended not to use air-less equipment, but rather airbrush or air-mix with a nozzle of between 0.3 mm and 0.5 mm, depending on the size and type of part to be released, and an air pressure of 2 to 4 bars.
In circular carousels it is also recommended to place the point of application of the release agent as far as possible from the point of injection of the polyurethane. Thus, the drying time is extended, avoiding traces of water left, which may interfere with production.
Regarding the flow rate of the applied product, it will be similar to that used when working with a semi-concentrated standard solvent-based release agent.
Also, using fittings and pipes for the circulation of the product, mold holders and tools that are made of stainless steel should be considered, to avoid risks of oxidation due to the presence of water in the hybrid release agent.
RELEASE AGENTS AND THEIR RELATIONSHIP WITH VOCs
Volatile Organic Compounds (VOCs) are organic chemicals that have high vapour pressure at room temperature. This vapour pressure is related to the boiling point. The lower it is, the greater the amount of molecules that evaporate from the liquid form and enter the surrounding air.
They are considered one of the most abundant pollutants in the atmosphere, since they are key substances in the formation of ozone in the troposphere, along with nitrogen oxides.
In relation to release agents, there are some VOCs produced during the manufacture of polyurethane (stack emissions and direct emissions) and there are several ways in which these can be reduced by release agents. One of them, discussed in this article, is through hybrid release agents.
Currently, the solvents used in mold release agents are hydrogenated aliphatic hydrocarbons of different distillation ranges, with different boiling and flash points. This has a direct effect on their ability to evaporate and, therefore, to dry on top of the mold.
They also have an impact on the performance of the release agent on the surface of the mold, since, as a carrier, it includes the active ingredients that will be ultimately responsible for the good release of the polyurethane part as well as its correct surface finish.
In the case of the 30% hybrid mold release agents that are discussed in this article, specially refined solvents are used, the combination of which implies a flash point > 62 °C. Together with its percentage within the formulation, it makes the product safe for transport, a clear advantage over solvent-based release agents known as “class III”.
To understand the importance of changing the use of a 100% solvent-based release agent to a hybrid one, it is necessary to mention the EU Solvent Emissions Directive (SED):
The European Union Solvent Emissions Directive (Council Directive 1999/13 / EC on the limitation of emissions of volatile organic compounds due to the use of organic solvents in certain activities and facilities) establishes emission limit values for 20 different categories of “facilities” using solvents.
Facilities whose solvent consumption and emissions are at all times below the thresholds established in Annex II A of the DEE only require the registration of their activities with the competent national authorities. Others must reduce their VOC use or reduce their VOC emissions (known as a “cut-off” approach) by keeping the average annual solvent content of their used products below a set percentage ceiling. They must also monitor and report their emissions.
VOCs reduction in direct application
To completely eliminate direct emission VOCs, the best solution is to switch from a solvent-based release agent to a water-based one.
Although this solution is not yet highly integrated in some polyurethane sectors, there is an upward trend to manufacture with water-based release agents, especially if consumption is high and there can be both economic and environmental savings.
Between solvent-based and water-based solutions, there is one more option known as hybrid mold release agents.
The classic hybrid release agents or CO-SOLVENT MIX 50:50 release agents are products in which the main material, that is, the carrier for the active ingredients, is approximately half water-half solvent.
In terms of functionality and finish of the demolding part, they are like a solvent base, with the main disadvantage that at least half of their formulation does not contain VOCs.
Even so, it is a good intermediate solution for polyurethane manufacturers that are currently producing their parts, be it car seats, furniture, soundproofing, footwear, steering wheels, and others, with a solvent-based release agent and do not want to take the step to change completely to water-based.
The simple change from solvent base to hybrid already implies an improvement in certain aspects, such as price reduction, reduction of VOCs emitted into the atmosphere and a better working environment for operators on the production line.
With these products, a further step has been taken and the amount of solvent has been lowered to 30%, maintaining the nature of the product, that is, its hybrid character without converting it into a water-based co-solvent.
This reduction of more percentage of solvent in the hybrid formulation provides the following advantages:
- Reduction in the cost of the release agent as there is less solvent in the formulation, being replaced by water.
- Toxicity goes from Packing Group III due to ADR to not presenting ADR.
- The Flash Point is increased to > 62ºC.
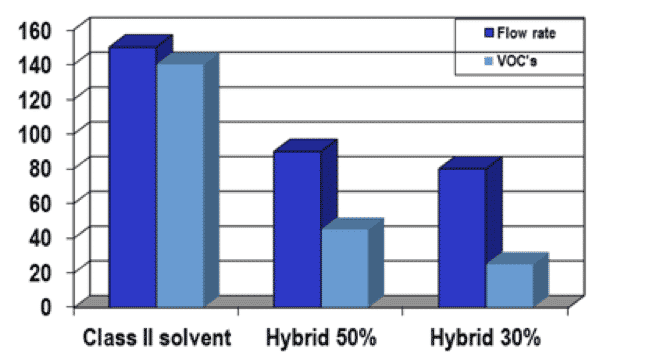
- The emission of VOCs into the atmosphere is reduced by an extra 20%, compared to a classic hybrid release agent.
Comparative graph between a standard class II release agent, with a 50% standard hybrid and the new 30% hybrid:
Regarding water-based release agents, the following advantages remain:
- The surface finish of the released part is as if it were achieved with a standard solvent-based release agent, that is, a dry and soft touch that allows the surface adhesion of Napa leather.
- Closed or open pore as appropriate.
- More cleanliness of the mold holders and auxiliary equipment, without the greasy residue left by the classic water base.
Flammability and transportation hazards
During the use of release agents that include some solvent in their formulation, the ATEX (Explosive atmospheres) regulations must be considered.
Although in order for a potentially explosive atmosphere to form, the combination of a flammable or combustible substance with an oxidant at a given concentration and an ignition source must occur, the risk becomes much greater when working with products of high flammability in confined spaces or without a good extraction system.
To avoid having to install ATEX equipment, the only solution is to use 100% water-based mold release agents.
It is important to consider that within solvent-based mold release agents there are different degrees of flammability (known in the jargon of the sector as Class I, Class II and Class III). Moreover, in the case of 30% hybrids, a further step towards water base is taken, further reducing flammability.
Where there is a positive impact increasing the “Class” of the solvent used in the release agents is in the European Agreement Concerning the International Carriage of Dangerous Goods By Road also known as ADR Transport.
In standard solvent-based release agents, going from Class I to Class II, or from Class II to Class III, there is an increase in the flash point, which leads to fewer restrictions on transportation.
Regarding this point, there is a classification of the risk that each material entails during transportation called Packing Group.
High flash point substances generally have lower vapour pressure than highly flammable ones. And vapour pressure is directly related to volatility, which directly affects the Packing Group of the transported products.
Likewise, this Packing Group also defines the degree of protection that product packaging must have during transport.
According to volatility, substances that contain solvents can be classified into 3 different Packing Groups as shown below:
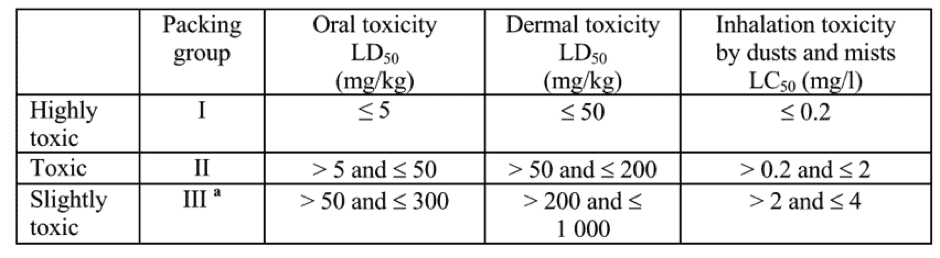
In general, higher Packing Groups mean fewer restrictions and safer transportation.
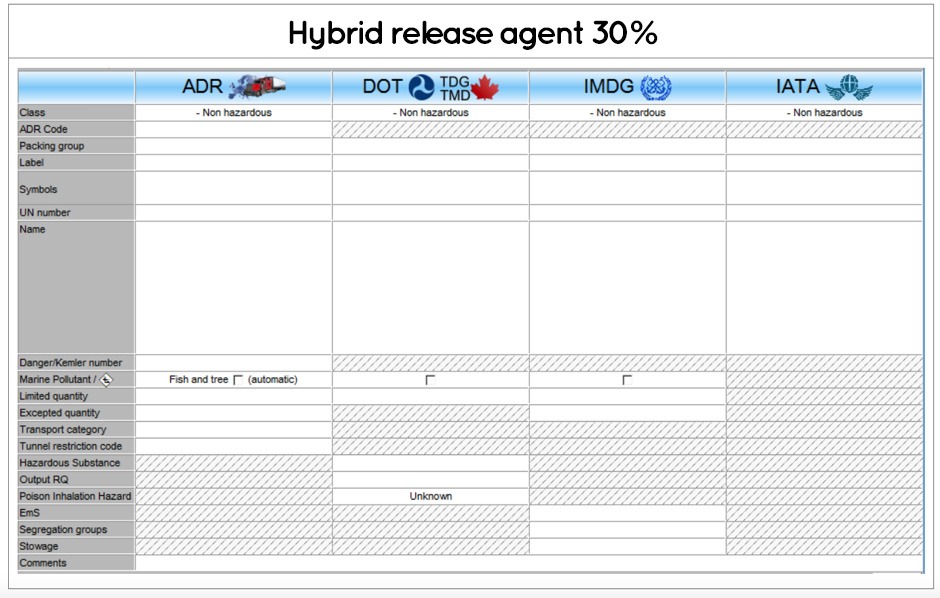
With 30% hybrid release agents, toxicity goes from Group III (slightly toxic) of the 50:50 Hybrids, to No group (non-toxic).
In other words, they have the same transport classification as a water-based release agent.
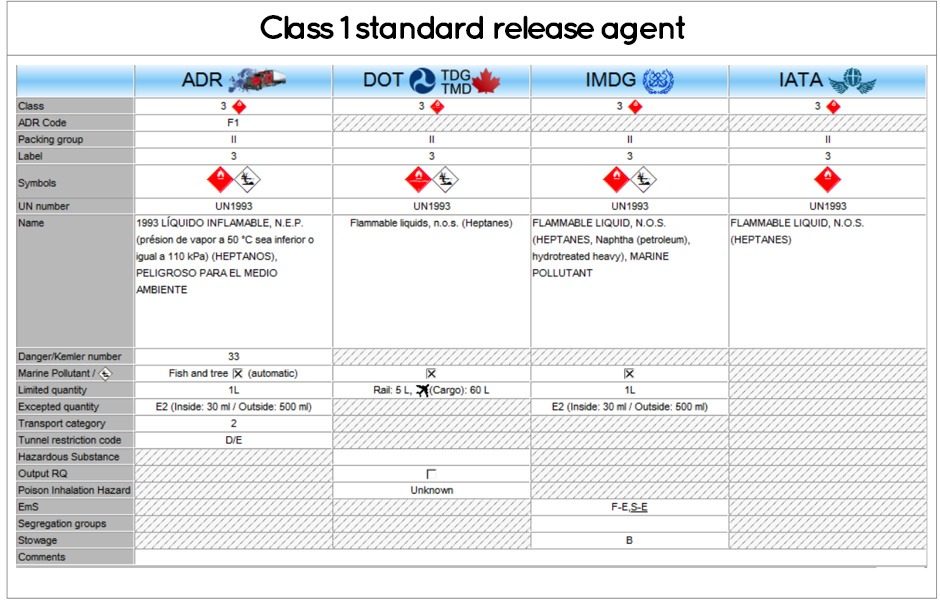
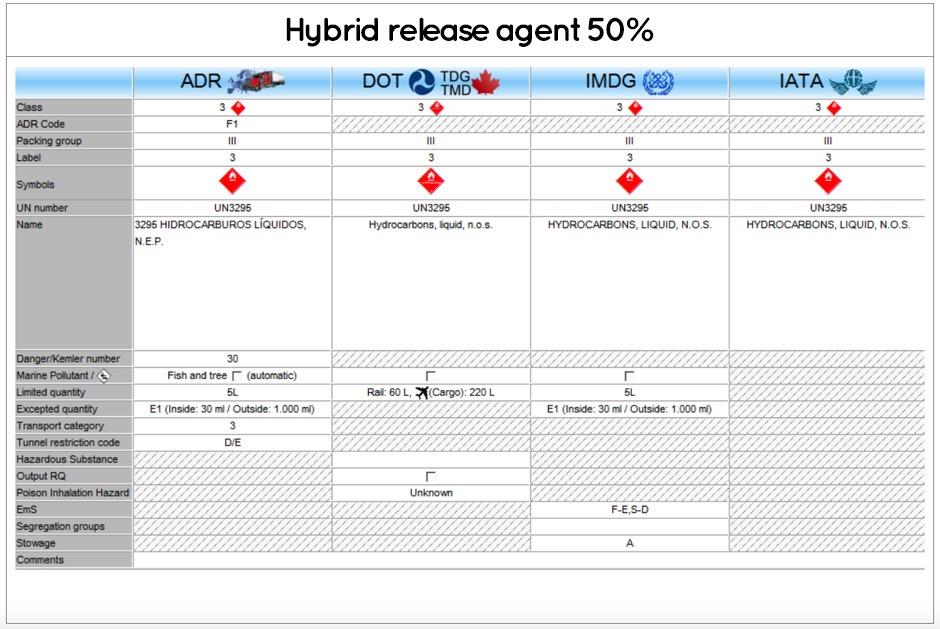
Below, the attached tables show the differences between a standard class II solvent-based release agent, a 50% hybrid and a 30% hybrid:
Transportation safety information table comparing a standard class II solvent-based release agent, a 50% hybrid and a 30% hybrid:
Work environment
The use of solvent-based release agents is associated with vapours breathed by operators and workers who are on the production line, even if there are good extraction systems.
These vapours can not only be annoying, but also irritate the respiratory tract and, at high concentrations, with deficient extraction systems, cause drowsiness, headaches, breathing difficulties, dizziness and confusion.
Inhaled vapours can also in the long term have health implications depending on the degree of toxicity of the solvent in question.
In turn, the more volatile these solvents, the greater the surface of the work area they can cover, creating fire hazards, especially substances with a lower flash point.
Referring to the health of workers, the importance of a reduction in the TLV and DNEL indicators comes to the fore.
TLV and DNEL
TLVs refer to concentrations of substances that are suspended in air and represent conditions under which it is believed that almost all workers can be repeatedly exposed day after day without showing adverse health effects. Due to the fact that, in most cases, the release agent is applied by atomization with spray guns, this is an important factor to consider.
Also, related to the term TLV, there are DNELs. It is the level of exposure to a substance above which humans should not be exposed, measuring the potential of the substance to cause adverse health effects.
This potential will vary depending on the pattern of exposure to the substance, defined as a combination of the following elements:
- Workers exposed to the product in their working day.
- The frequency and duration of the exposure, e.g. single exposure or continuous exposure for eight hours.
- The route of exposure: skin, inhalation or oral.
For each health effect and each relevant exposure pattern, a DNEL must be established.
In the case of hybrid mold release agents, there is a reduction in the percentage of solvent in their composition that is directly linked to a reduction in TLVs and DNEL by the same percentage, thereby obtaining an improvement in the working environment of the line workers.
Although this exposure to vapours produced by release agent solvents can be reduced through the use of respiratory protective equipment, this option is becoming less and less preferable and is only acceptable where fume extraction and control systems cannot provide adequate levels of health protection, or also as a secondary line of defence or as a temporary measure while installing such systems.
Respiratory protection is therefore only commonly used for maintenance work or emergency situations such as spills. It should also be noted that respiratory protective equipment cannot always provide fully effective protection.
Furthermore, there may be national legal requirements that regulate the use of respiratory protection, such as its limited time of use.
For these reasons, with the use of 30% hybrid release agents, this exposure to solvent vapours is drastically reduced, and through a double effect: firstly, due to the 60% reduction of solvent and, secondly, the remaining solvent becomes less volatile.
Storage
This new range of hybrid release agents, due to its percentage in solvent (30%), has a clear advantage over 100% water-based release agents in countries with cold climates, especially in winter.
Although the product freezes at temperatures below 0 °C, the amount of solvent it contains acts as a protector of the emulsifying system, allowing it to warm up at 15 °C naturally. In this way, all the properties and physical characteristics that it had before freezing are recovered.
This does not happen with water based ones, which, in general, are damaged after freezing, and their performance in the production process is lower compared to the release agent before freezing.
This property establishes a clear advantage for transportation in cold countries, since it can be carried out in the same way as with solvent-based products, without the need to hire warm transport services.
Comparison table of types of release agents:
| Standard solvent-based release agents | Concentrated solvent-based release agents (Classe II and III) | Standard water-based release agents and co-solvents | Standard hybrid release agents | Hybrid release agents 30% | |
| Active ingredients | 1 – 4 % | 6 – 17 % | 5 – 15 % | 4 – 8% | 4 – 8 % |
| Low boiling
point solvents 40-160°C |
96 – 99 % | – | 0 – 20 % | – | – |
| High boiling point solvents 140-200°C | – | 83 – 94 % | 0 – 20 % | 50% | 30% |
| Average VOCs generated | 95% | 90% | 10% | 50% | 30% |
| Water | – | – | 80 – 95 % | 40-45% | 66 – 62% |
| Application method | Air – less | Airbrush | Airbrush | Airbrush | Airbrush |
| Flammability risk | Very high | High | Very low – Nil | Low | Very low |
| Packing Group | I | II ó III | – | III | – |
| Transportation (ADR Regulation) | YES | YES | NO | YES | NO |
The objective of this article was to present a technology already available on the market, which combines the benefits of water-based release agents in terms of reducing VOCs and toxicology, together with the good performance and production ease achieved when working with solvent-base release agents, taking a further step in hybrid technology.
The commitment to research and development of new solutions is in Concentrol’s DNA. We know that it is our mission to develop new technologies that allow us to satisfy the needs of our customers, while taking into account the environment and the health of workers. For this reason, we continue working to devise and produce the best solutions for the whole of society.