One of Concentrol’s strategic divisions is mold release agents, and the release agents for polyurethane footwear soles represents one of our flagship products in this division. The high degree of specialization, thanks to innovation and continuous improvement, has made our products achieve a high reputation and we currently provide service and coverage to a wide variety of industrial sectors. In addition, we are present in all continents with international clients that give us a global strategic vision of the market, making us a reference worldwide.
The choice of the appropriate mold release agent depends on several factors that we detail in this article. The base of the soles with which we work, polyether or polyester, will determine the optimal solution, but we must also take into account the type of sole to be manufactured, which can be of single density or two densities, in which case it requires different injections. The goal of the release agent is always the same: to achieve a high demolding power, a good gloss or matt finish according to customer requirements, and uniformity of the surface, in addition to achieving the least fouling of the mold and a great adaptability to the pieces defined in the footwear design.
The environmental, safety and health factors are also very important when dealing with release agents for polyurethane soles. Emissions of gases into the atmosphere, toxicity and flammability of the product are important points to consider when choosing a release agent, being the CO-SOLVENT MIX 50:50 or hybrid release agents a solution that manufacturers opt for to reduce the VOC’s emitted to the atmosphere and improve the working environment in the production line.
Here we outline all the factors to take into account in the process of choosing a mold release agent for shoe soles.
The importance of mold release agents in polyurethane footwear molding processes is well known, as it influences in a decisive way the appearance of the demolded soles, in operations like painting or gluing and in profitability measured in scrap rates.
The most common parameters, that are always considered by a footwear producer, in order to find the most suitable release agent for his process are:
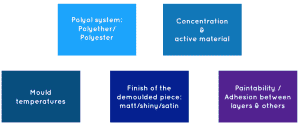
Mold temperatures: The release agent must be formulated with a carrier that dries fast enough after applying it to the mold, in order to form a good film and release without issues.
The correct mold temperatures are imperative for catalyzing the reaction between polyol and isocyanate at the correct level as the system is formulated, and to get a correctly cured PU shoe sole in a defined cycle time not to disturb productivity targets.
The type of Polyol used to produce footwear soles: polyester or polyether.
Polyesters are usually cheaper, and lower in viscosity while Polyether polyols give better abrasion resistance properties, but their viscosity is higher, and they are more expensive.
Release agents are designed specifically for each type of Polyol, meaning that typically a release agent for polyester is not going to release well enough on polyether or would cause pin holes or other undesired effects.
The finish of the footwear sole is also critical in order to choose a correct release agent, because its formulation will be quite different whether a shiny or matt surface is desired. As a general rule, release agents formulated with a high concentration of waxes give more satin/matt finish than the ones that contain just a mixture of silicones and resins.
Later processes like painting and degreasing must also be considered, because normally demolded soles must be cleaned or degreased before painting them, although some release agents can make this process easier and faster.
Also in dual density processes it is important for the release agent to be designed accordingly, in order not to interfere with the bonding of the PU outsole and midsole.
All these factors mentioned above have to be known and studied by the release agent’s formulator in order to obtain a product that performs in an excellent way optimizing footwear production lines.
As a quick overview, a release agent is a chemical product, normally liquid, formed mainly by a carrier (water or solvent), that has all the active material and additives dispersed/emulsified in it. Its solid content can differ from some release agents to others, as we can have ready-to-use low-solid-content ones, usually formulated with a fast evaporating solvent, like heptane, or concentrated ready-to-use release agents with higher solid content in order to apply a lower flow rate with the spraying equipment, and generally formulated with a lower volatile solvent, for example C9-C10 naphta, which also will take longer to dry.
However, when choosing a release agent there are other factors, apart from the ones mentioned above, that have to be taken into consideration and are also important:

All these factors intervene in the choice of a release agent and need to be taken into account for the optimal operation of the line, as well as its incidence in a balance between safety, environmental & workers protection with cost levels, to maximize productivity while producing high-quality footwear items.
VOC’s
The European Union defines a Volatile Organic Compound (VOC) as “any organic compound having an initial boiling point less than or equal to 250 °C (482 °F) measured at a standard atmospheric pressure of 101.3 kPa.”
They are considered one of the most spread out pollutants in the atmosphere, because they are key substances to understand the troposphere ozone formation together with nitrogen oxides.
Related to release agents, there are some VOC’s produced during polyurethane manufacture (stack emissions & direct emissions) and there are several ways that they can be reduced with release agent’s technology.
The typical solvents used in release agents are aliphatic or isoparaffinic hydrocarbons.
Reduction of VOC’s:
The first step (and the easiest one) to reduce VOC’s is to change from a low solid content ready to use release agent to a concentrated ready to use one.
Concentrated release agents have advantages compared to low solid content ones, the main advantage is that the flow rate of the product applied on to the mold is reduced, while also the overspray. This allows us to optimize the production and the reduction of the cleaning cycles inside the molds and around them. Providing also a better working environment with less solvent in the atmosphere.
However, to completely eliminate VOC’s the best solution is to change from a solvent based release agent to water based one.
Water based release agents, in some families of polyurethane foam, have been readily available for many years but their main disadvantage during past years was that they give a greasy finish to the demolded polyurethane item, not acceptable for many manufactures.
Improving this parameter without losing release capacity has been one of the most difficult challenges of the last several years.
The trends in the markets is to work constantly on this subject, improving water based and co-solvent release agents, making them more dry-finish & solvent based looking, while keeping their great release capacity and making it possible to glue and paint on them.
Between solvent based and water based there is an intermediate solution: Co-solvent 50:50 (hybrids)
The CO-SOLVENT MIX 50:50 are release agents in which the main material, that is the carrier of the active ingredients, is half water half solvent (approximately).
In terms of functionality and finishing of the demolded part, they are like solvent based, with the main disadvantage that at least half of their formulations contain VOC’s.
Even so, it is a good intermediate solution for footwear manufacturers that are currently producing their soles with a solvent based release agent and do not want to take the step to change to water based on the inconveniences and change in working methods that entails.
The change from solvent based to hybrid means an improvement in certain aspects, such as price reduction, reduction of VOC’s emitted to the atmosphere and better working environment at the production line.
Aside from water based release agents and co-solvents, another solution to reduce VOC’s in the application stage of the release agent is the use of Electrostatic Release Agents.
Application systems
- Application robots
Basically almost all release agents can be applied manually by spray gun or automatically by robot. The main purpose to use a robot is for cost savings. Nowadays robots can apply in all axes, assuring the correct application of the release agent, as well as a human operator would do.
Benefits:
- Always the same application, it limits the risk of delamination in dual density shoe soles due to excessive application due to human error.
- Optimization of the release agent consumption, which means longer cleaning cycles and extends mold’s operating life.
- Easy to work electrostatic application by robot rather than by hand.
- The application speed can be increased/adjusted without risk of fatigue.
- Cost reduction.
- More homogeneous production, as the same amount of release agents, on the same areas of the mold, is consistently applied.
Disadvantages:
- Robots can certainly handle their set tasks, but they typically cannot handle unexpected situations, quite common in the PU industry, such as when there are some problems in a specific mold.
- Higher initial investment.
- Robots installed in workplaces still require manual labour around them. Training those employees on how to work with robots definitely has a cost attached to it.
Regarding the application technology on release agents, we must consider also electrostatic technology, which works together with electrostatic release agents. Any solvent-based release agent can be converted to electrostatic, guaranteeing a sufficient, adjusted and adequate conductivity solution that satisfies the needs of the customer or the application.
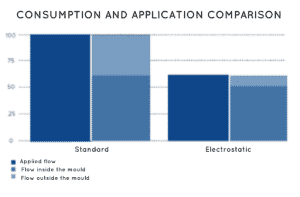
Nowadays, electrostatic solutions do not present strong odours or additional toxicity, and they allow us to work electrostatically with solvents known in the sector as classes I, II or III. The advantages of using electrostatic release agents are, therefore, a significant reduction of consumption, of between 30 and 50%, by avoiding the loss of material that does not go into the mold as a result of dirt from external parts (mold holders, floors, etc.) and a significant reduction of VOCs emitted, improving the work environment.
The considerations to be taken into account are the greater ease of controlling their application through robotic systems (although manual application is possible) and the need for specific equipment and guns, larger and heavier than usual, which means greater initial investment in equipment.
As it is shown in the comparison graph, with electrostatic release agents a 30-50% reduction of the flow rate applied can be achieved, this means that also VOC’s are being reduced this percentage. Also a lower impact on environment and an improvement in the workplace are achieved.
All Concentrol’s solvent based release agents can be adjusted to be used with electrostatic equipment according to an electrical resistance value proposed by the customer, together with the equipment supplier, that is usually around 200-500 MΩ.

Flammability
During the use of release agents, mainly solvent based ones, also ATEX (Explosive Atmosphere) has to be considered, although for a potentially explosive atmosphere there must be a combination of a flammable or combustible substance with an oxidant at a given concentration and together with a source of ignition. The risk becomes greater and more complex when we are in a confined space and with manipulation of these substances.
To avoid having to install ATEX facilities, there is only the solution of using water based release agents, although regarding different flammability grades (known in the sector’s jargon as Class I, Class II & Class III), other solutions can be implemented, like concentrated class III release agent, electrostatic release agent, wax pastes…
However, despite having ATEX installation, there are advantages to some kind of solvent release agents compared with others.
In the polyurethane sector there is an old known classification of solvents that are part of the release agent as carriers of the active ingredients:
- Class I: Easily flammable: Substances whose flash Point is below 21ºC.
- Class II: Flammable: Substances whose Flash Point is between 21ºC and 55ºC.
- Class III: Combustible. Substances whose Flash Point is over 55ºC.
Hazards and enviromental impact
In addition to the flammability, the hazards of the products involved in the formulation of the release agent, and their implications in the work environment, may come from tin compounds. To avoid the use of these restricted substances, a new variant of mold release agents has been extended worldwide, the release agents without tin.
Release agent’s suppliers have been working in the past years to substitute organotin compounds with other organometallic compounds, mainly based of Bismuth or Zinc, but with some limitations to their effectivity.
Also, amine-catalysts have been studied as alternatives, but while amine catalysts exert some effect on the isocyanate-hydroxyl reaction, organometallic salts favour the isocyanate-hydroxyl reaction almost exclusively and are thus gelation catalysts. This means that metal-based catalysts typically accelerate the gelling reaction between the isocyanate and the alcohol, whereas amine-based catalysts are mostly used in foaming reactions as these catalysts also promote the isocyanate-water reaction.
Most organometallic compounds used for a long time are based on tin and include stannous octoate, dibutyltin dilaurate (DBTDL) and tin mercaptides. Certain salts of lead, mercury and antimony have also been used.
Tin compounds, especially dibutyltin dilaurate, are in widespread use in coatings as catalysts for the isocyanate/hydroxyl reaction. As a general rule, organotin catalysts are not selective, they catalyze the reaction of isocyanates with both hydroxyl groups and water, and also catalyze the hydrolysis of ester groups.
The catalytic effect of metal salts is more complex than that of amine, which compounds with either hydroxyl or isocyanate. Tin and other metal catalysts activate both polyol and isocyanate, first by the formation of a binary complex between the catalyst and polyol and then by the joining of the isocyanate.
Substituing DBTDL as catalyst with other non-organotin substances is possible using state-of-art knowledge together with strong collaboration and trials with customers, in order to refine tailor-made products that meet all requirements.
SUMMARY
CONCENTROL, with its range of release agents, is constantly working in all the points described above to improve its products and offer a solution, together with improvements on customer’s lines, like new equipment or changes in their processes.
Each PU footwear line must be studied individually in order to recommend the most suitable release agent, spray gun, and other equipment facilities.
This article was intended to inform of different factors which should be taken into account, besides its obvious function, when choosing a release agent for footwear polyurethane, and also showing some of the solutions that CONCENTROL offers to its customers in order to achieve all their targets.